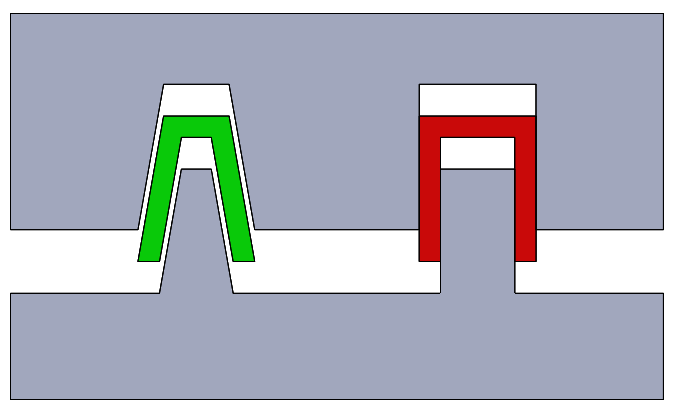
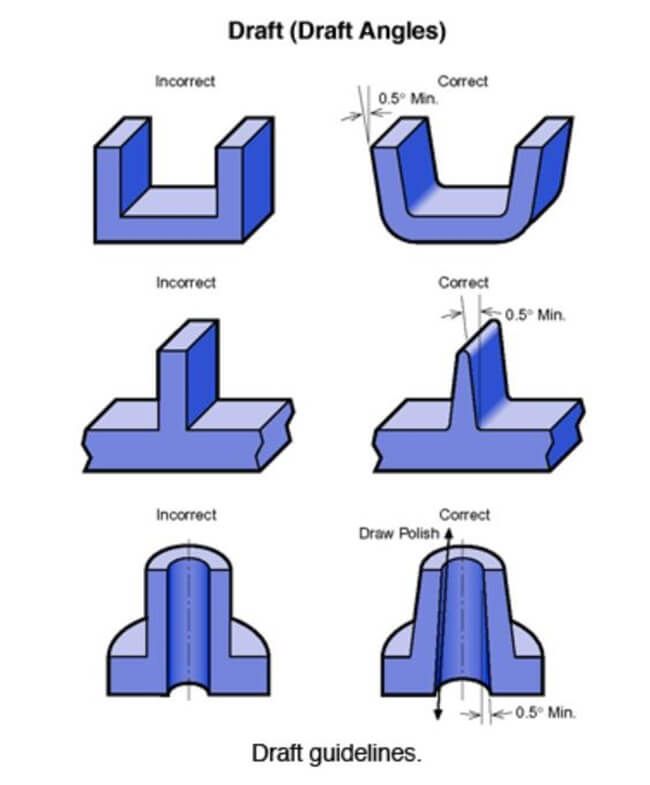
Los ángulos de salida facilitan la extracción de piezas del molde, se agregan a todas las paredes verticales del molde que estarán en juego en la expulsión de la pieza. El angulo de salida debe estar en un valor de desplazamiento que sea paralelo al Molde de apertura y cierre.
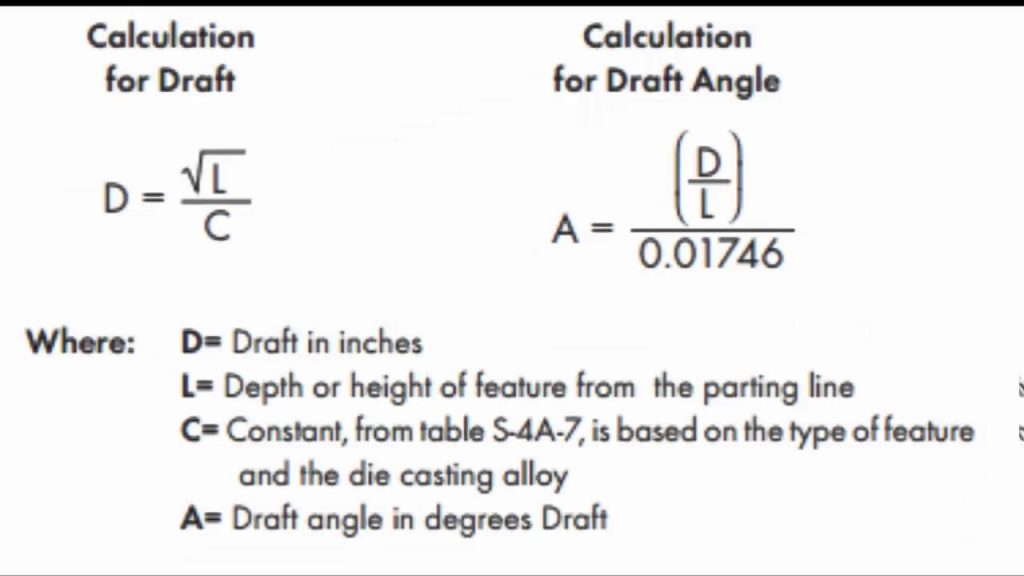
El ángulo de tiro ideal para una parte dada depende de la profundidad de la parte en el molde y su función de uso final requerida.
El angulo de salida puede variar desde 1/8° hasta varios grados de angulo dependiendo el diseño y características de este.
El angulo promedio empleado en la industria y que la gran parte de los polímeros es de 1/2° a 1°.
Hay algunos polímeros que llega a variar los grados de salida pero esto es importante que se tenga la información técnica proporcionada por el proveedor del polímero
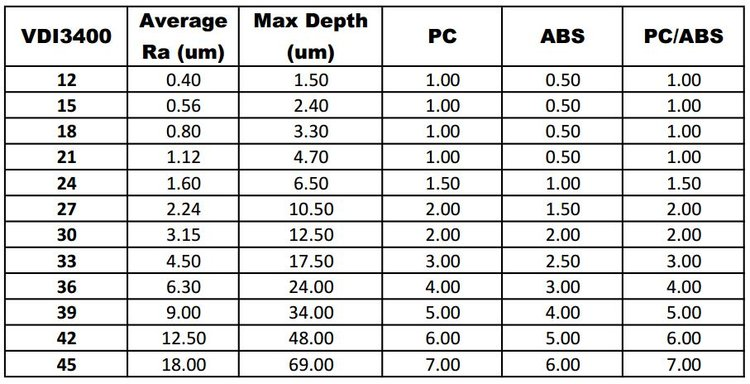
Los ángulos de salida pueden ser afectados por el acabado superficial del molde, Una superficie con texturizado requiere mas angulo de salida que una pared totalmente pulida para eliminar marcas de maquinado se debe seguir el siguiente principio
- Por cada 0.025mm de profundidad de texturizado se debe agregar de 1° a 1.5° de angulo de salida al angulo original
Ejemplo:
Una pared vertical con angulo de salida de 1° y un texturizado de 0.075mm de profundidad requerirá un angulo de salida de 4° a 5.5°
En áreas donde el angulo de salida mínimo es utilizado, la cavidad necesitara tener un pulido especifico y apropiado y la longitud máxima de la pared no deberá sobrepasar los 127mm
El texturizado con angulo de salida insuficiente tendrá problemas de expulsión en el molde creando fallos de marcas y desgarres y como máximas consecuencias quedarse atrapado dentro del molde