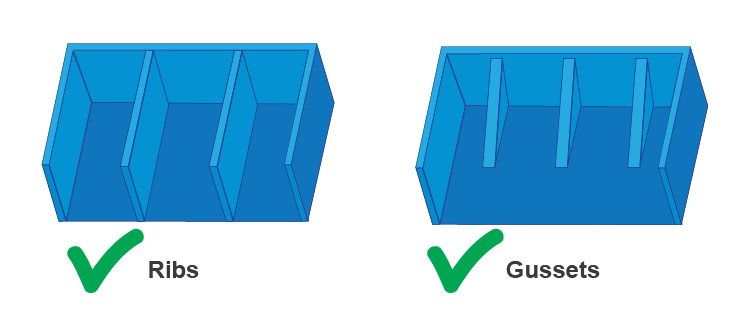
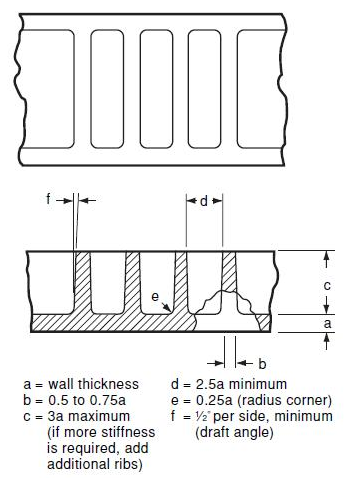
Las costillas o Ribs se utilizan para aportar para la rigidez, resistencia y mejorar las propiedades mecánicas de las piezas plásticas o para ayudar a llenar áreas difíciles.
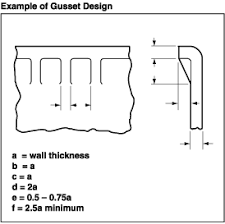
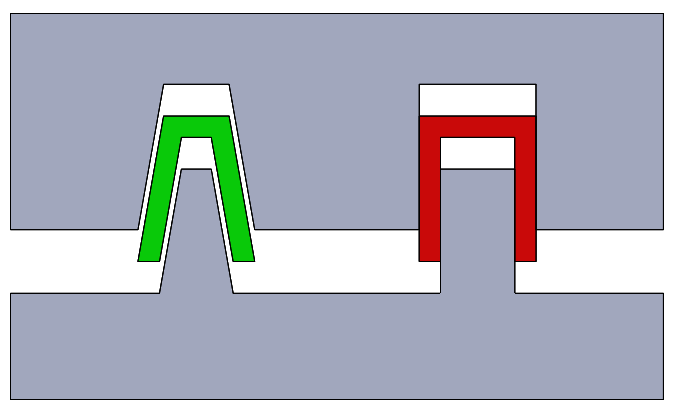
En las partes estructurales donde las marcas de hundimiento no son motivo de preocupación, el grosor de la base de la costilla (t) puede ser del 75 al 85% del grosor de la pared adyacente (T).
Para las piezas de apariencia, donde las marcas de hundimiento son objetables, el grosor de la base de la costilla (t) no debe exceder el 50% del grosor de la pared adyacente (T) si la superficie exterior tiene textura y el 30% si no tiene textura. Las marcas de sumidero también dependen del material.
La altura de la costilla debe ser al menos 2.5–3.0 veces el espesor de la pared (T) para una resistencia efectiva.
El angulo debe ser de 1/2 pulg. Por lado nominal.
Los filetes en la base de la costilla deben tener un mínimo de 0,020 pulgadas.
Varias costillas deben estar separadas al menos 2 veces el grosor de la pared para reducir el estrés moldeado y los problemas de enfriamiento del molde.
La longitud puede variar pero mientras mas larga este la costilla pueden presentar problemas de llenado, de espesor en la base y la cresta y expulsado de molde. Para mantener el espesor optimo en la base de la costilla y no crear defectos de rechupete, mientras mas larga este la costilla, mas angosto se deberá diseñar la cresta y mas difícil de llenarlo y expulsarlo del molde
Costillas Múltiples
Las costillas múltiples, son empleadas para reforzar una pieza plástica en donde en cierta área debe cumplir con ciertas características y no se vea afectada en cuanto a calidad y costo. La separación mínima entre costillas deberá de ser de 2.5 veces la dimensión del espesor de pared
En el diseño de piezas plásticas es fundamental el calculo y diseño de espesor de pared . Las paredes uniformes ayudan al flujo de material en el molde, reducen el riesgo de marcas de hundimiento, tensiones moldeadas y contracción diferencial y afecta muchos parámetros tales como
Propiedades mecánicas
Apariencia
Percepción al tacto
Proceso y calidad en la que trabajará la maquina
Costos
El espesor optimo de las piezas regularmente es un equilibrio de fuerza requerida y reducción de peso del componente así también como durabilidad y costos
En un diseño simple de pared el incremento del 10% de espesor incrementará la resistencia un 33% pero también incrementará la cantidad de polímero requerido, el ciclo de enfriamiento y costos,
Hay elementos de diseño que son comunes a la mayoría de las piezas de plástico, como costillas, grosor de pared, patrones, escudetes y tiro.
Para paredes no uniformes, el cambio de espesor no debe exceder el 15% y en muchos casos menos del 10% de la pared nominal y debe hacer una transición gradual. El rango de espesor puede ser utilizado en su mayoría es entre 1.2mm y 6.3mm
En los espesores de mayor de 15% del espesor nominal no es una buena opción ya que la transición de pared deberá ser sobre un área de 3 veces la diferencia de espesores
Las esquinas siempre deben diseñarse con un radio de filete mínimo del 50% del grosor de la pared y un radio exterior del 150% del grosor de la pared para mantener un espesor de pared uniforme.
Problemas por defectos de espesor de pared
Pandeaduras
Distorsiones
Rechupetes
Huevos dentro de la pared
Fracturas
Áreas Brillosas
Consejo
Evite diseños con áreas delgadas rodeado de grueso perímetro secciones ya que puede ser propensa a tener atrapamientos de aire o gases
Muchos diseños, especialmente aquellos que son de metal fundido a plástico, tienen espesor secciones que pueden causar sumideros o vacíos. Al adaptar estos diseños al plástico partes, considere centrar o rediseñar áreas gruesas para crear un espesor de pared más uniforme
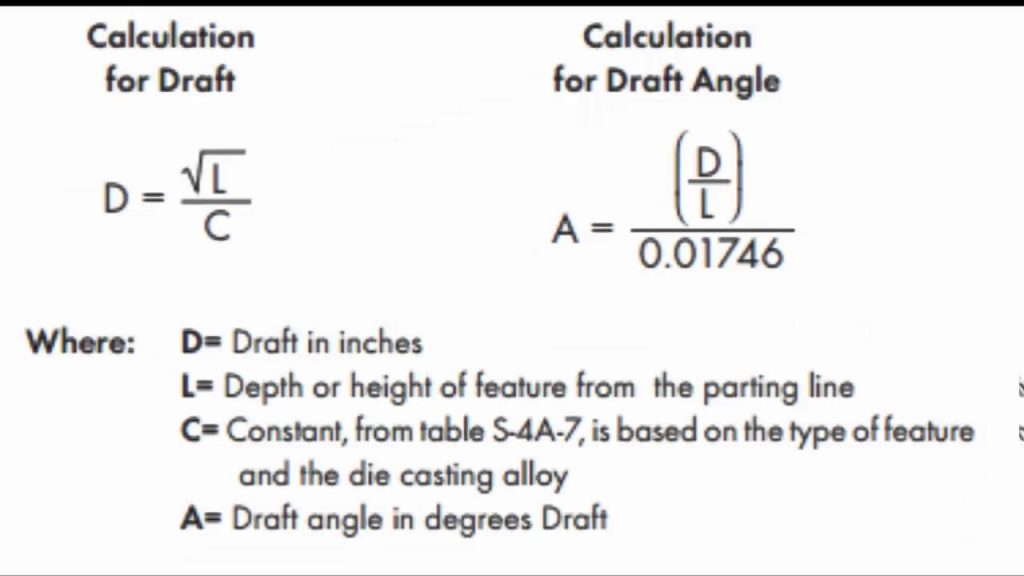
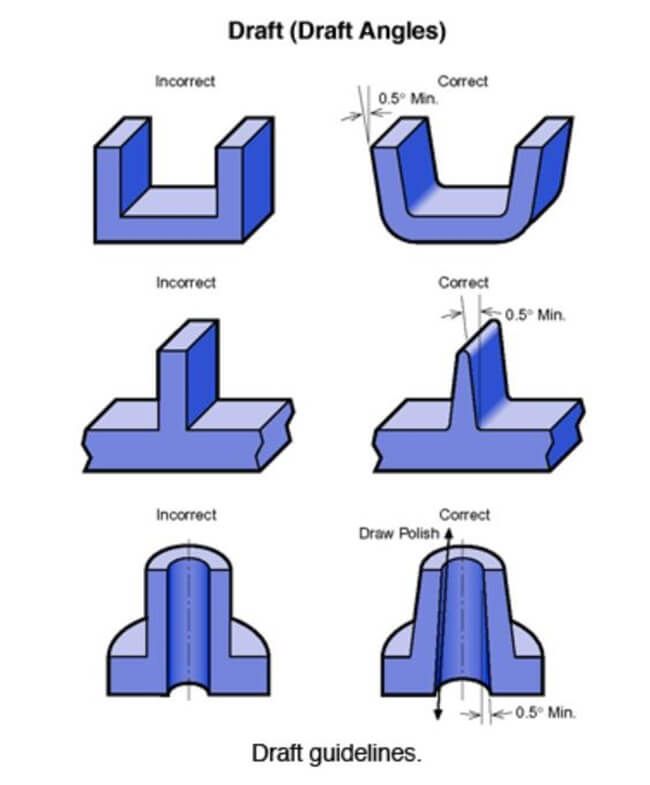
Los ángulos de salida facilitan la extracción de piezas del molde, se agregan a todas las paredes verticales del molde que estarán en juego en la expulsión de la pieza. El angulo de salida debe estar en un valor de desplazamiento que sea paralelo al Molde de apertura y cierre.
El ángulo de tiro ideal para una parte dada depende de la profundidad de la parte en el molde y su función de uso final requerida.
Formulario
El angulo de salida puede variar desde 1/8° hasta varios grados de angulo dependiendo el diseño y características de este.
El angulo promedio empleado en la industria y que la gran parte de los polímeros es de 1/2° a 1°.
Hay algunos polímeros que llega a variar los grados de salida pero esto es importante que se tenga la información técnica proporcionada por el proveedor del polímero
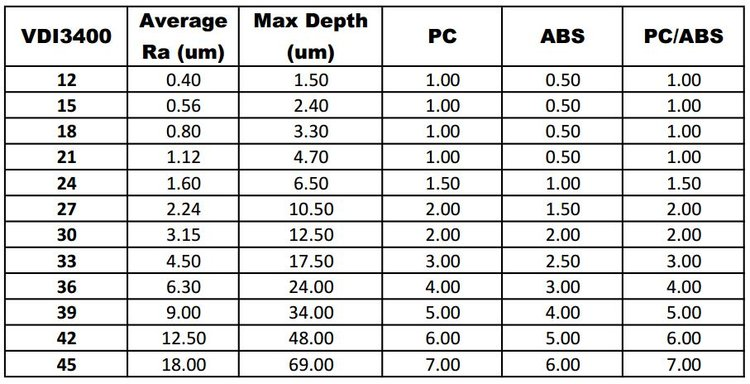
Los ángulos de salida pueden ser afectados por el acabado superficial del molde, Una superficie con texturizado requiere mas angulo de salida que una pared totalmente pulida para eliminar marcas de maquinado se debe seguir el siguiente principio
Por cada 0.025mm de profundidad de texturizado se debe agregar de 1° a 1.5° de angulo de salida al angulo original
Ejemplo:
Una pared vertical con angulo de salida de 1° y un texturizado de 0.075mm de profundidad requerirá un angulo de salida de 4° a 5.5°
En áreas donde el angulo de salida mínimo es utilizado, la cavidad necesitara tener un pulido especifico y apropiado y la longitud máxima de la pared no deberá sobrepasar los 127mm
El texturizado con angulo de salida insuficiente tendrá problemas de expulsión en el molde creando fallos de marcas y desgarres y como máximas consecuencias quedarse atrapado dentro del molde
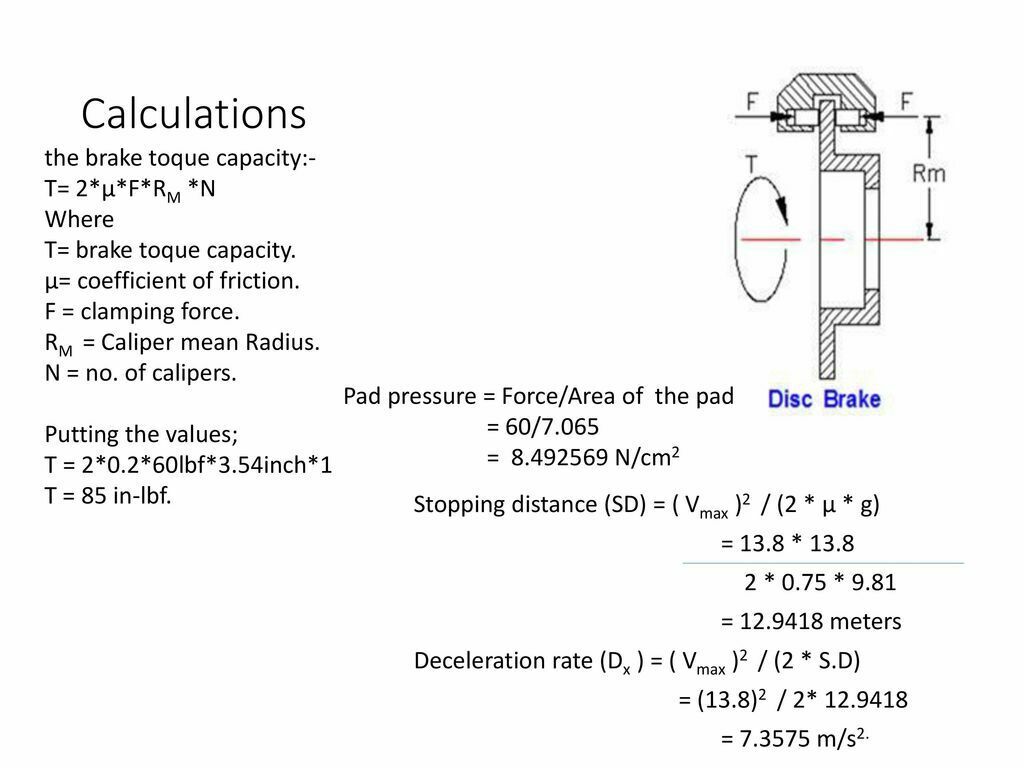
Las formulas requeridas para el diseño de frenado de disco aplicado se determina por la fuerza y el torque en un sistema de frenos de disco en estado de activado
La capacidad de par de un freno de disco con dos pastillas se puede expresar como
T = 2 μ F r (1)
dónde
T = par de frenado (Nm)
μ = coeficiente de fricción
F = fuerza en cada pad (N)
r = radio medio (de la rueda central a la almohadilla central) (m)
La presión de la almohadilla requerida se puede expresar como
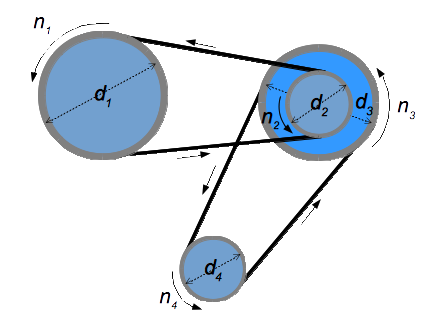
El sistema de transmision de poleas es un mecanismo muy utilizado en la industrias automotriz que se emplea para generar movimiento de dos o más poleas para hacer funcionar bombas, alternadores, motores entre otros componentes en el vehículo es por ello que es importante su calculo
Transmisión de correa única: una polea motriz y una polea conducida
Para un sistema con dos ejes y dos poleas, como se indica con las poleas 1 y 2 en la figura anterior:
d 1 n 1 = d 2 n 2 (1)
dónde
d 1 = diámetro de la polea motriz (pulgadas, mm)
n 1 = revoluciones de la polea motriz (rpm – vueltas por minuto)
d 2 = diámetro de la polea conducida (pulgadas, mm)
n 2 = revoluciones de la polea conducida (rpm – vueltas por minuto)
La ecuación (1) se puede transformar para expresar el
Revolución de polea conducida
n 2 = d 1 n 1 / d 2 (2)
Revolución de la polea del conductor
n 1 = d 2 n 2 / d 1 (3)
Diámetro de polea conducida
d 2 = d 1 n 1 / n 2 (4)
Diámetro de la polea del conductor
d 1 = d 2 n 2 / n 1 (5)
Sistemas de transmisión de correa múltiple
Para un sistema a con tres ejes y cuatro poleas, como se indica en la figura anterior:
n 2 = n 3 (6)
n 4 = n 1 (d 1 d 3 ) / (d 2 d 4 ) (7)
Ejemplo: sistema de transmisión de correa múltiple
Las revoluciones del eje 4 en una transmisión de correa múltiple como se indica en la figura anterior donde
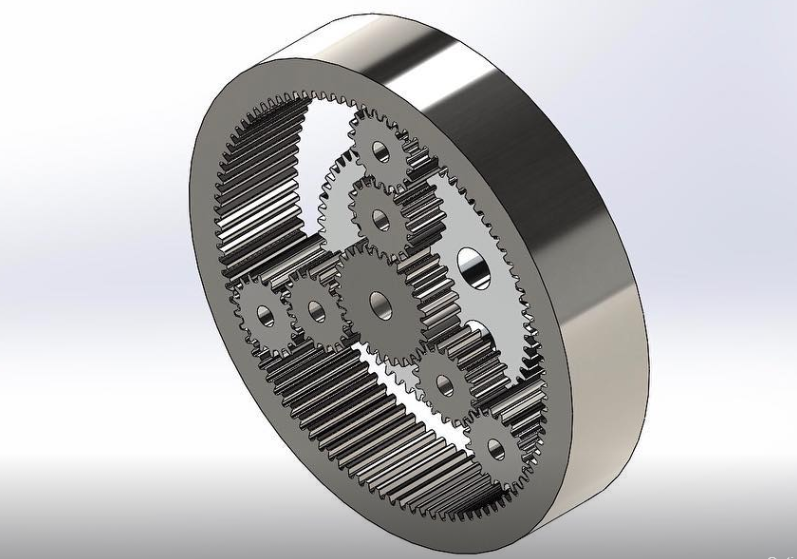
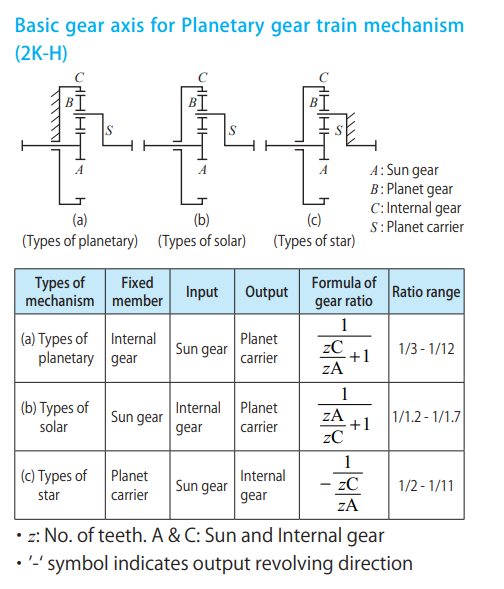
Los engranajes planetarios es un conjunto de engranajes con el eje de entrada y el eje de salida alineados. Se utiliza una caja de engranajes planetarios para transferir el mayor par en la forma más compacta (conocida como densidad de par).
El centro de aceleración de la bicicleta es un gran ejemplo de un mecanismo de rueda planetaria: ¿Alguna vez se ha preguntado cómo puede obtener tanta potencia y capacidades en un centro tan pequeño? Para un cubo de tres velocidades, se utiliza un sistema de engranaje planetario de una etapa, para un cubo de cinco velocidades de 2 etapas. Cada sistema de engranaje planetario tiene un estado de reducción, un acoplamiento directo y un modo de aceleración.
En términos matemáticos, la relación de reducción más pequeña es 3: 1, la más grande es 10: 1. En una relación de menos de 3, el engranaje solar se vuelve demasiado grande contra los engranajes del planeta. En una proporción superior a 10, la rueda solar se vuelve demasiado pequeña y el par caerá. Las relaciones son generalmente absolutas, es decir, un número entero.
¿Dónde se utilizan los sistemas de engranajes planetarios?
Los engranajes planetarios a menudo se usan cuando el espacio y el peso son un problema, pero se necesita una gran cantidad de reducción de velocidad y torque. Este requisito se aplica a una variedad de industrias, incluidos tractores y equipos de construcción, donde se necesita una gran cantidad de torque para conducir las ruedas. Otros lugares donde encontrará juegos de engranajes planetarios incluyen motores de turbina, transmisiones automáticas e incluso destornilladores eléctricos.
Los sistemas de engranajes planetarios pueden producir una gran cantidad de torque porque la carga se comparte entre múltiples engranajes planetarios. Esta disposición también crea más superficies de contacto y un área de contacto más grande entre los engranajes que un sistema de engranaje de eje paralelo tradicional. Debido a esto, en la carga se distribuye de manera más uniforme y, por lo tanto, los engranajes son más resistentes al daño.
La forma más básica de engranaje planetario implica tres conjuntos de engranajes con diferentes grados de libertad. Los engranajes planetarios giran alrededor de los ejes que giran alrededor de un engranaje solar, que gira en su lugar. Una corona dentada une los planetas en el exterior y está completamente fija. La concentricidad del planeta que se agrupa con el sol y los engranajes anulares significa que el par se realiza a través de una línea recta. Muchos trenes de potencia son «cómodos» alineados en línea recta, y la ausencia de ejes compensados no solo disminuye el espacio, sino que elimina la necesidad de redirigir la potencia o reubicar otros componentes.
En una configuración planetaria simple, la potencia de entrada gira el engranaje solar a alta velocidad. Los planetas, espaciados alrededor del eje central de rotación, se engranan con el sol y con la corona dentada fija, por lo que se ven obligados a orbitar a medida que ruedan. Todos los planetas están montados en un solo miembro giratorio, llamado jaula, brazo o portador. A medida que el porta planetas gira, ofrece una salida de baja velocidad y alto par.
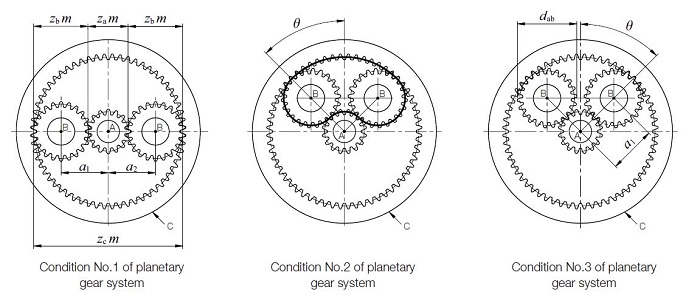
Relación entre los engranajes en un sistema de engranajes planetarios
Para determinar la relación entre el número de dientes del engranaje solar (za), los engranajes planetarios B (zb) y el engranaje interno C (zc) y el número de engranajes planetarios N en el sistema, estos parámetros deben satisfacer el siguientes tres condiciones:
Condición No.1
zc = za + 2 zb (17.1) Esta es la condición necesaria para que las distancias centrales de los engranajes coincidan. Dado que la ecuación es verdadera solo para el sistema de engranajes estándar, es posible variar el número de dientes usando diseños de engranajes desplazados de perfil. Para usar engranajes desplazados de perfil, es necesario hacer coincidir la distancia central entre el sol A y los engranajes del planeta B, a1, y la distancia central entre el planeta B y los engranajes internos C, α2. α1 = α2 (17.2)
Condición No.2
Esta es la condición necesaria para colocar engranajes planetarios espaciados uniformemente alrededor del engranaje solar. Si se desea una colocación desigual de engranajes planetarios, entonces se debe satisfacer la ecuación (17.4).
Donde θ : la mitad del ángulo entre engranajes planetarios adyacentes (°)
Condición No.3
Satisfacer esta condición asegura que los engranajes planetarios adyacentes puedan operar sin interferir entre sí. Esta es la condición que debe cumplirse para un diseño de engranaje estándar con la misma colocación de engranajes planetarios. Para otras condiciones, el sistema debe satisfacer la relación:
Donde: dab: Diámetro de la punta de los engranajes planetarios α1: Distancia central entre el sol y los engranajes planetarios Además de las tres condiciones básicas anteriores, puede haber un problema de interferencia entre el engranaje interno C y los engranajes del planeta B. Vea la Sección 4.2 Engranajes internos
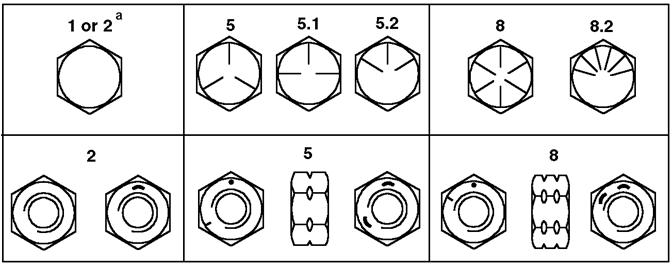
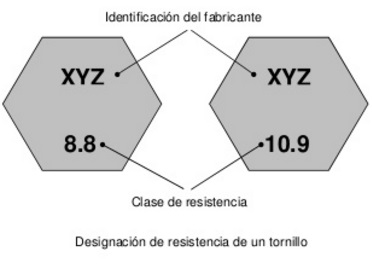
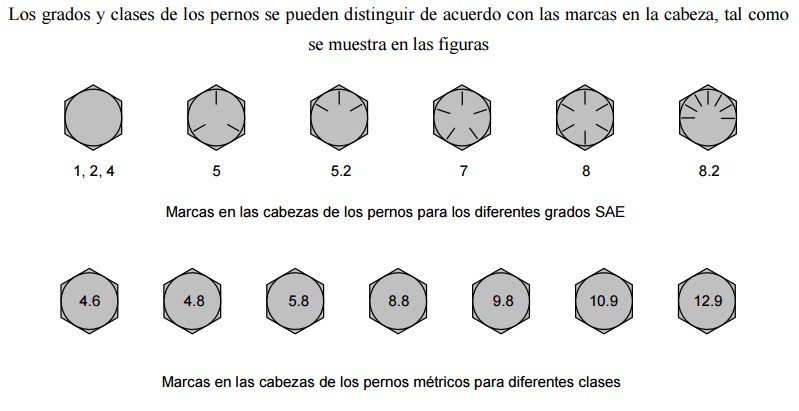
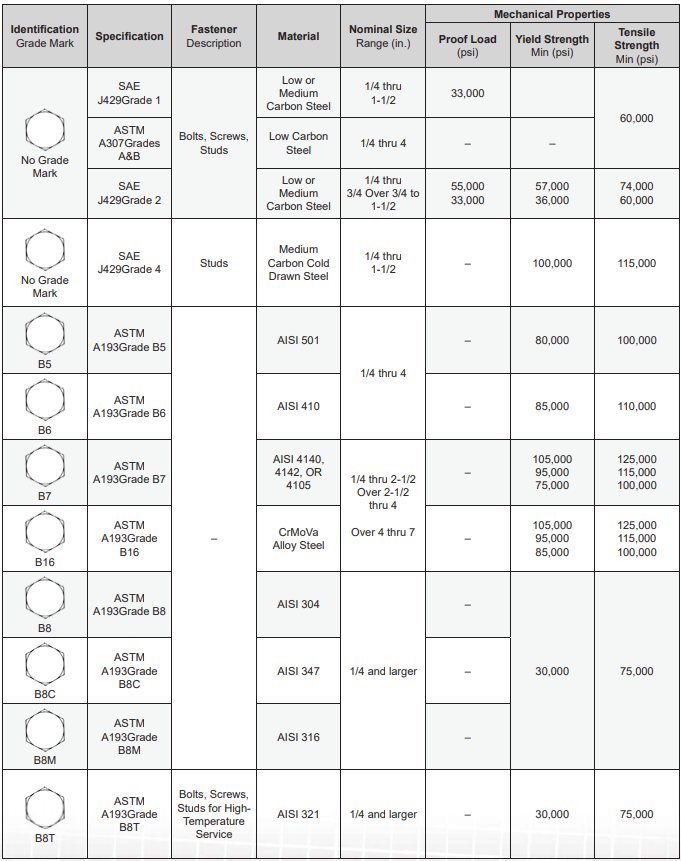
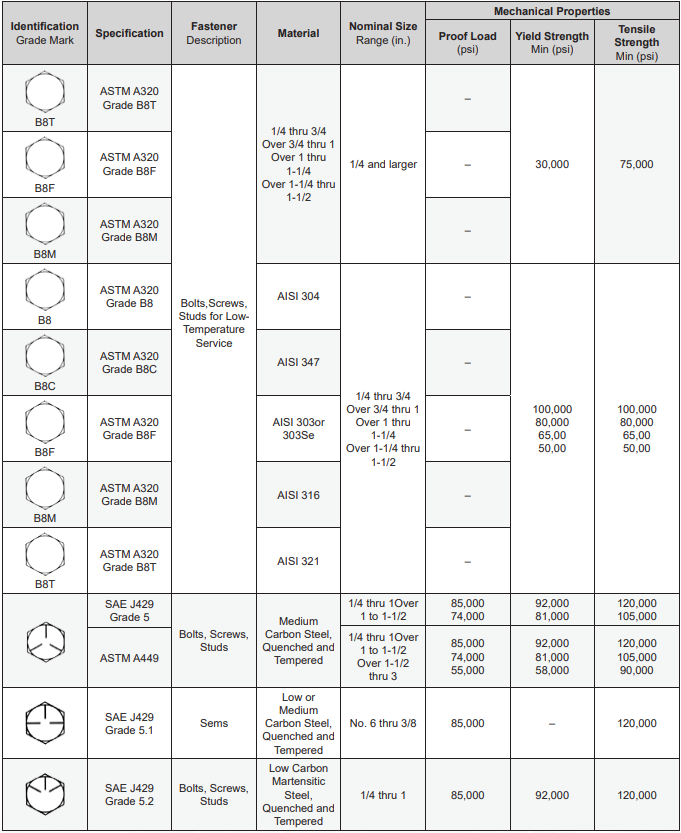
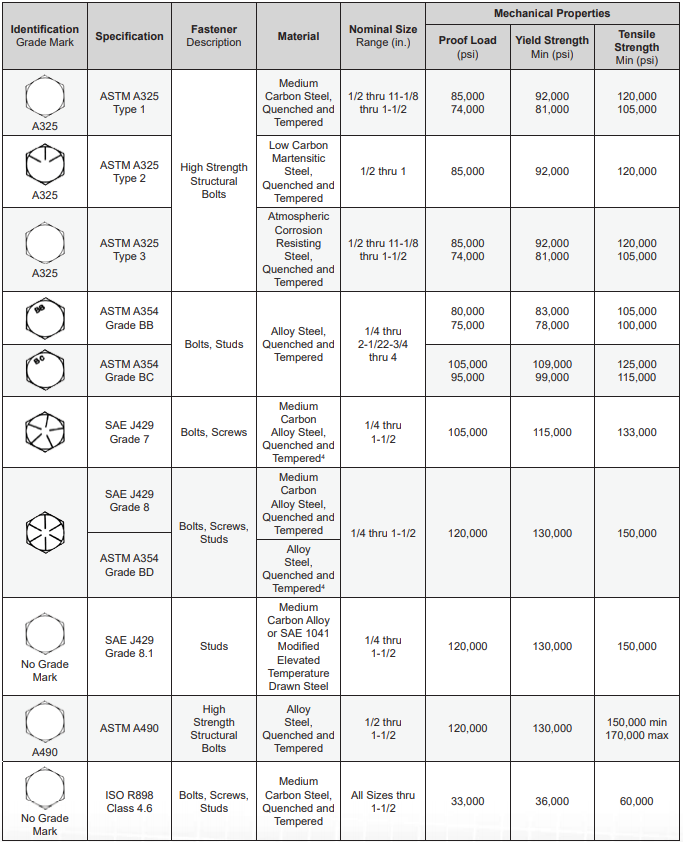
La clase de resistencia de los tornillos según ISO 898-1 viene definida en tablas y está marcada en la cabeza del tornillo convencionalmente. La resistencia a la tracción es la resistencia al estiramiento ocasionado por la fuerza de apriete que se produce al girarlo. En la cabeza de los tornillos también se especifica la dureza o el grado del tornillo, dependiendo del material utilizado y la aplicación que se le dará al tornillo, según las unidades métricas que se estén utilizando y la aplicación del tornillo así será su grado, en la Figura 14 se observa la equivalencia del grado en el sistema inglés, el sistema métrico y para los tornillos estructurales.
También existe el grado 12, sistema inglés y 12.9 sistema métrico, para la fabricación de estos tornillos se utilizan aceros súper aleados y se identifican con ocho líneas marcadas en la cabeza del tornillo, sistema inglés y con el número 12.9 en el sistema métrico. La clase de resistencia de los tornillos según ISO 898-1 viene definida en tablas y está marcada en la cabeza del tornillo convencionalmente. La resistencia a la tracción es la resistencia al estiramiento ocasionado por la fuerza de apriete que se produce al girarlo.
El tornillo se identifica con el siguiente código para designar sus propiedades:
La primera cifra se multiplica por cien (100) obteniendo el valor de la resistencia a la tracción. Unidades dimensionales en N/mm2 – newton por milímetro cuadrado -.
La segunda cifra es diez (10) veces el cociente del límite elástico inferior (o límite elástico convencional al 0.2%) y a la resistencia a la tracción.
Las dos cifras separadas multiplicadas por diez (10) no dan el valor del límite elástico aparente en N/mm2.
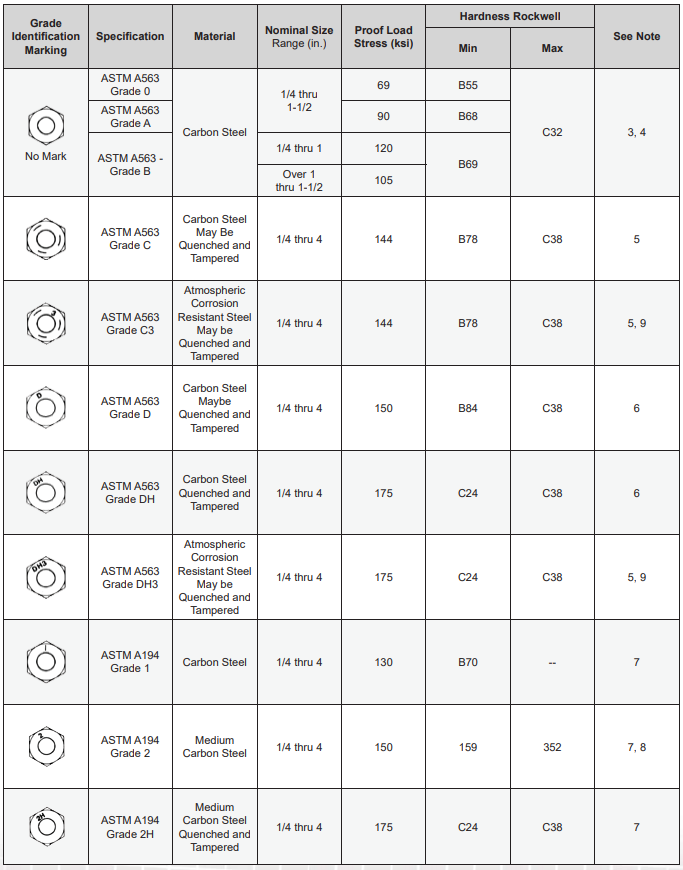
Además del marcado de grado indicado, todos los grados, excepto A563 grados O, A y B, deben marcarse para la identificación del fabricante.
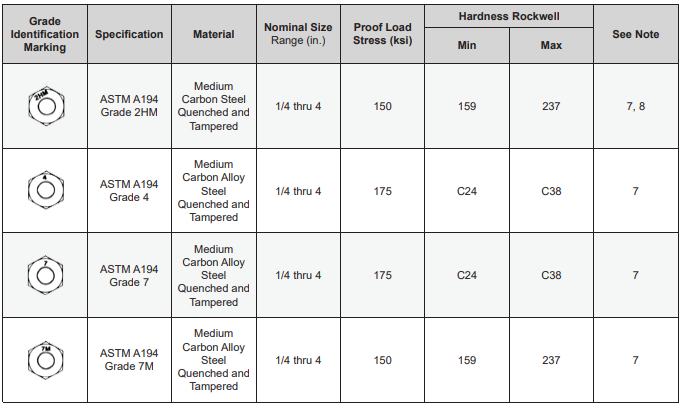
Las marcas que se muestran para todos los grados de tuercas A194 son para tuercas forjadas en frío y forjadas en caliente. Cuando las tuercas se mecanizan a partir de material de barra, la tuerca debe marcarse adicionalmente con la letra ‘B’.
No se requiere que las tuercas estén marcadas a menos que el comprador lo especifique Cuando está marcado, la marca de identificación debe ser la letra de grado O, A o B.
Las propiedades que se muestran son las de las tuercas hexagonales de rosca gruesa no revestidas o no revestidas.
Las propiedades que se muestran son las de tuercas hexagonales pesadas de rosca gruesa.
Las propiedades que se muestran son las de tuercas hexagonales pesadas de rosca gruesa.
Las propiedades que se muestran son las de tuercas hexagonales gruesas de rosca gruesa de 8 pasos.
Las durezas son números de dureza Brinell.
El fabricante de la tuerca, a su elección, puede agregar otras marcas para indicar el uso de acero resistente a la corrosión atmosférica.
Fatiga : cuando un material se somete a ciclos repetidos de tensión o tensión y su estructura se rompe y finalmente se fractura
Fluencia : cuando un material se somete a una carga durante mucho tiempo, puede continuar deformarse hasta que se produzca una fractura repentina
Fatiga
Las fracturas debidas a la fatiga son comunes en piezas cargadas cíclicas como bielas conectadas, cigüeñales, álabes de turbina, ruedas de ferrocarril, etc. Las fracturas ocurren con menos tensión que el material.
El límite elástico se define en ingeniería como la cantidad de esfuerzo (punto límite) que puede sufrir un material antes de pasar de la deformación elástica a la deformación plástica .
La mayoría de los aceros tienen un límite de resistencia o fatiga de aproximadamente la mitad de la resistencia a la tracción.
Resistencia a la tracción – (Resistencia a la tracción máxima) – de un material es el límite de tensión en el que el material se rompe realmente, con la liberación repentina de la energía elástica almacenada.
1 MPa = 10 6 Pa = 1 N / mm 2 = 145.0 psi (lbf / in 2 )
El límite de fatiga , el límite de resistencia y la resistencia a la fatiga se usan para describir la amplitud (o rango) de la tensión cíclica que se puede aplicar al material sin causar una falla por fatiga.
Fluencia
En los materiales dúctiles con deformación horizontal, el esfuerzo crítico se encuentra al inicio de este proceso. En los materiales sin deformación horizontal se determina con el método de desviación. Se establece una recta desfasada 0.2%: ϵ = 0.002, paralela a la pendiente con esfuerzos bajos.
La deformación dependiente del tiempo debido a una gran carga a lo largo del tiempo se conoce como fluencia .
En general, tanto el estrés como la temperatura influyen en la velocidad de fluencia. Normalmente, la resistencia a la fluencia disminuye con la temperatura.
Se puede especificar la deformación por fluencia permisible, típica 0.1% / año para pernos y tuberías de acero
Módulo de rigidez – G – (Módulo de corte) en los materiales es el coeficiente de elasticidad para una fuerza de corte. Se define como
«la relación entre el esfuerzo cortante y el desplazamiento por unidad de longitud de muestra (esfuerzo cortante)»
El módulo de rigidez se puede determinar experimentalmente a partir de la pendiente de una curva de tensión-deformación creada durante las pruebas de tracción realizadas en una muestra del material.
La definición de módulo de rigidez:
la relación entre el esfuerzo cortante y el desplazamiento por unidad de longitud de muestra (esfuerzo cortante)
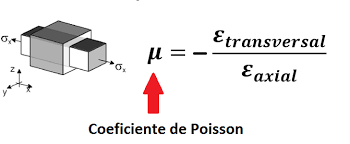
El coeficiente de Poisson es una cantidad adimensional, característica de cada material. Es un indicativo de la deformación de un trozo de material ante la aplicación de ciertos esfuerzos.
Cuando un trozo material que se somete a una tensión, o a una compresión, sufre una deformación, el cociente entre la deformación transversal y la deformación longitudinal es precisamente el coeficiente de Poisson.
Fórmula del coeficiente de Poisson
Para calcular el coeficiente de Poisson es necesario determinar la deformación unitaria longitudinal y transversal.
La deformación unitaria longitudinal εL es el estiramiento dividido entre el largo original:
εL = (L’ – L) / L
De igual manera, la deformación unitaria transversal εT es el estrechamiento radial dividido entre el diámetro original:
εT = (D’ – D) / D
Por lo tanto, el coeficiente de Poisson se calcula mediante la siguiente fórmula:
ν = – εT / εL
Relación con el módulo de elasticidad y el módulo de rigidez
El coeficiente de Poisson ν, se relaciona con el módulo E de elasticidad (o módulo de Young) y con el módulo de rigidez G, mediante la siguiente fórmula:
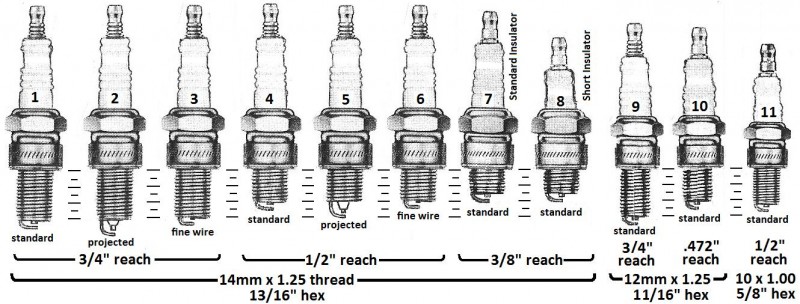
Las Roscas de bujías según algunas normas como ISO 28741 esta hechas a mediante la norma métrica aunque también están en pulgadas y se aplica en Vehículos de carretera como ya sabemos las las roscas de las bujías van maquinadas en la culata del motor para asì cumplir con su función las dimensiones son las siguientes
El esfuerzo es la relación entre la fuerza aplicada y el área de la sección transversal donde está actuando la fuerza aplicada.
Esfuerzo normal
El estrés normal se puede expresar como
σ = FN / A (1)
dónde
σ = esfuerzo normal (N / m 2 , Pa, psi)
FN = fuerza aplicada perpendicular al área – Fuerza normal (N, lb)
A = área de la sección transversal (m 2 , in 2 )
Esfuerzo cortante
El esfuerzo cortante se puede expresar como
τ = FV / A (2)
dónde
τ = esfuerzo cortante (N / m2, Pa, psi)
FV = fuerza aplicada en el plano del área – Fuerza de corte (N, lb)
Ejemplo: esfuerzo normal en una columna él-una viga de acero
Una fuerza de 20000 N está actuando en la dirección de una columna universal británica UB 152 x 89 x 16 con un área de sección transversal de 20,3 cm2. El estrés normal en la columna se puede calcular como
σ = (20000 N) / ((20.3 cm2) (0.0001 m2 / cm2)
= 9852216.75 Pa (N / m2)
= 9.8 MPa
El límite elástico, la cantidad de tensión que puede sufrir un material antes de pasar de la deformación elástica a la deformación plástica, es típicamente de 250 MPa para el acero.
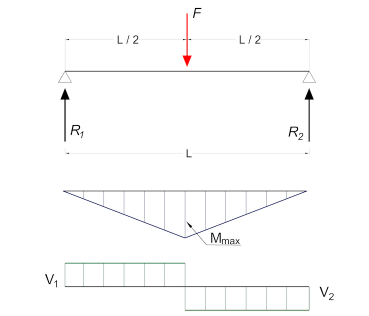
Ejemplo: esfuerzo cortante en una viga con carga puntual
Viga con carga puntual – fuerza de corte
Para una viga con carga de un solo punto soportada en ambos extremos, la fuerza de corte Fv (o V en la figura anterior) es igual en magnitud para soportar la fuerza R 1 o R 2 .
Las fuerzas de reacción se pueden calcular debido al momento de equilibrio alrededor del soporte 1
F L / 2 = R 2 L (4)
R 2 = F / 2 (5)
R 1 = R 2 = F / 2 (6)
Para una carga de 10000 N puntos perpendicular en una viga similar al ejemplo anterior, soportada en ambos extremos, la magnitud de la reacción y las fuerzas de corte se pueden calcular como
La soldadura es la unión fija entre dos o más piezas metálicas, por lo general de igual material, las cuales por medio de calor inducido a las mismas, y casi siempre a un material adicional de aporte, se funden y se combinan resultando una unión por cohesión en las denominadas soldaduras fuertes y por adhesión en las denominadas soldaduras blandas.
Por lo tanto se tienen soldaduras con aporte y sin aporte de material, siendo las primeras las que se unen por simple fusión de cada uno de los materiales, o del material de aporte, y las segundas las que además de la fusión necesitan que se ejerza presión entre ellas para que se realice la unión.
Las soldaduras fuertes se realizan mediante soldadura oxiacetilénica (soldadura autógena), soldadura eléctrica por arco voltaico, soldadura aluminotérmica y por resistencia eléctrica y presión. Las soldaduras blandas son las estañadas, donde el material aportado es de menor resistencia y dureza que los que se unen.
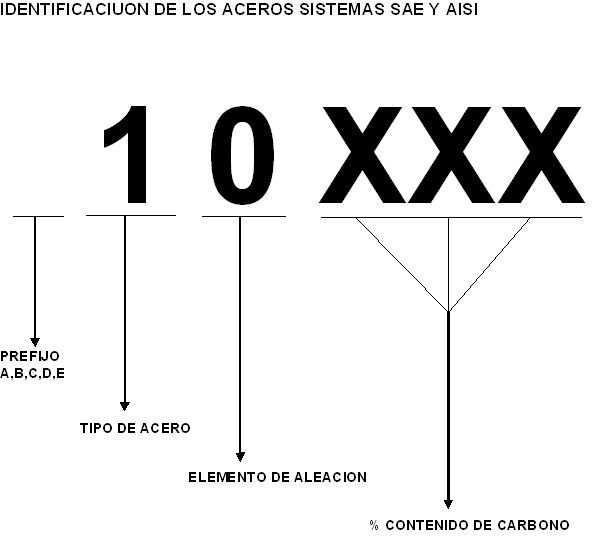
La designación que utiliza AISI/SAE se caracteriza por emplear cuatro dígitos que nos van a indicar los aceros al carbono y aceros aleados. Los dos últimos dígitos indican la cantidad de carbono en centésimas de porcentaje. Para aceros al carbono el primer dígito es 1.
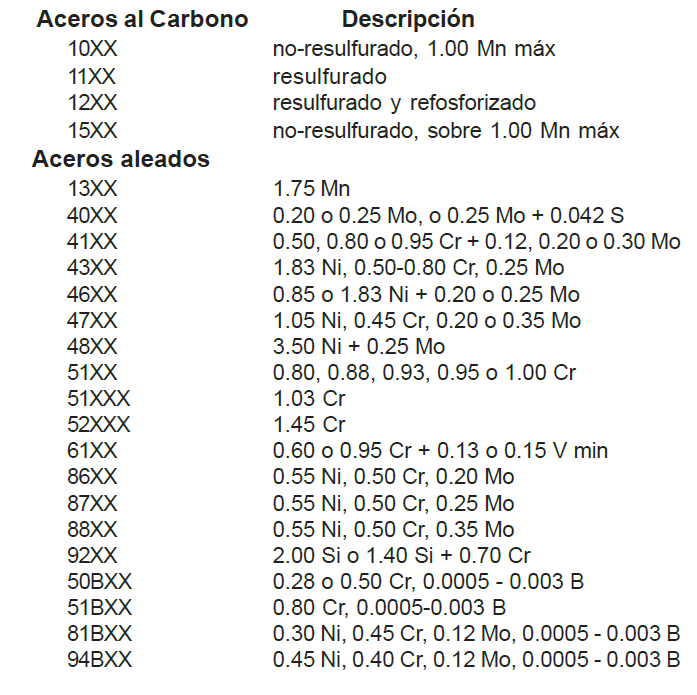
Los aceros al carbono se designan 10xx ( ejemplo 1045 es acero al carbono con 0.45% de carbono). En los aceros aleados los primeros dos dígitos representan los elementos importantes de aleación y sus rangos. en algunas ocasiones se cambia de posición letras después de los dos primeros dígitos para indicar otra característica (B indica Boro, L indica Plomo).
También pueden usarse prefijos ( M indica calidad corriente, E indica horno eléctrico, H indica endurecible)
ACEROS INOXIDABLES
Para los aceros inoxidables se se emplea la categoría AISI que utiliza un código de tres dígitos a veces seguido de una o más letras.
El primer dígito da una pista de la clase de acero. Serie 2xx y 3xx corresponden a aceros austeníticos. La serie 4xx contiene los aceros ferríticos y martensíticos.
El segundo y tercer dígito no están relacionados a la composición ni se sigue una secuencia( ejemplo 430 y 446 son ferríticos mientras que 431 y 440 son martensíticos).
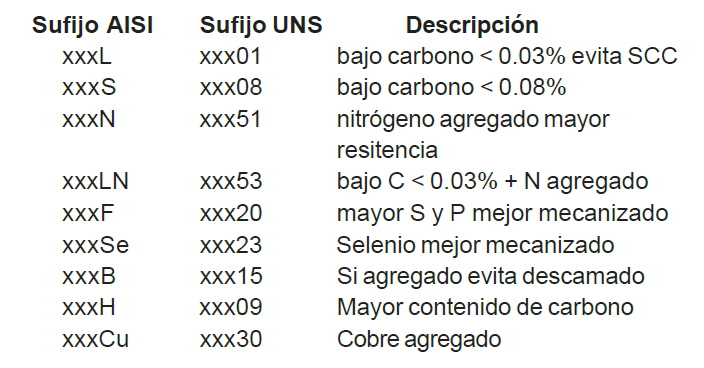
( L indica bajo carbono, N indica nitrógeno, Se indica selenio, H indica mayor cantidad de carbono para alta temperatura).
SISTEMA UNS
Se caracteriza por ser un código alfanumérico que inicia con una letra y sigue por cinco dígitos (todo aleaciones). El número UNS es único para cada aleación e indica una composición.
Los prefijos y sufijos usados en el sistema AISI/SAE han sido convertidos a códigos numéricos.Por ejemplo los aceros al carbono y aceros aleados comienzan con la letra ‘’G’’y son seguidos por los 4 dígitos usados por AISI/SAE. El quinto dígito representa los prefijos o letras intermedias del sistema AISI/SAE. ( E, B y L corresponden a 6, 1 y 4 respectivamente).
Los aceros al carbono y aleados no referidos en el sistema AISI/SAE comienzan con la letra ‘’K’’. Los aceros endurecibles comienzan con la letra ‘’H’’.Para los aceros inoxidables se comienza con la letra ‘’S’’ y los tres primeros dígitos corresponden al código AISI.
Los dos últimos dígitos indican las variaciones sobre el grado básico( ejemplo 304L vs 304) tal como se indicó más arriba.Las aleaciones de níquel comienzan con la letra ‘’N’’ (ejemplo H astelloy C-276, UNS=N 10276).
SISTEMA ASI
Aceros y Aleaciones resistentes a corrosión y temperatura
Para un mismo tipo de acero los productos laminados exigen características del acero diferentes a las del acero para productos moldeados (fundidos).
En los laminados el acero debe ser formado en caliente o en frío con facilidad, mientras que en los moldeados, el acero debe fluir con facilidad.
Esto exige diferencias pequeñas en la composición y se traduce en diferencias en la microestructura (tamaño y forma de granos) de los materiales resultantes.
Los productos moldeados no tienen diferenciasen sus características mecánicas según la orientación.
Uno resistentes a la corrosión y otro resistentes a la temperatura(>649ºC).
El código ACI tiene la siguiente forma X X 00 X X XEl primer símbolo es una letra C: resistente a la corrosión o H : resistente a la temperatura.
El segundo símbolo es una letra con la cual se indica su composición de Ni y Cr (posición en el diagrama ternario Fe-Ni-Cr) y rangos de concentración.El tercer y cuarto símbolo indica el contenido de carbono en centésimas de porcentaje(valor máximo para tipo C, valor promedio para tipo H).
Los tres últimos símbolos a la derecha se reservan para indicar presencia de otros elementos especiales o alguna otra característica ( M es molibdeno, C es columbio, Cu es cobre, W es tungsteno, A indica ferrita controlada, F indica mecanizable).
Ejemplos:
CF8 (UNS J92600): resistente a la corrosión,composición F en el diagrama ternario, 0.08%de carbono (similar al 304 laminado).
CF8M (UNS J92900): igual al anterior másmolibdeno (similar al 316 laminado)
CF3 (UNS J92500): igual al CF8 pero con sólo0.03% de carbono (similar al 304L).
CF3M (UNS J92800): igual al CF8M pero consólo 0.03% de carbono (similar al 316L).
Sistema EN (europeo)
El sistema EN trata de unificar los productos en el mercado común europeo, por lo cual se debe disponer de un sistema único de nomenclatura para los aceros y aleaciones.
La nueva forma de designar los aceros está contemplada en en el estándar EN 10027, que consta dedos partes.
Parte 1 se refiere a los nombres de los aceros.
Parte 2 se refiere a los números únicos de los aceros.
Nombres
Los nombres de los aceros se clasifican en dos clases. Clase 1 los aceros son indicados conforme a su aplicacion y propiedades mecánicas y físicas.
Se usa una o más letras relacionadas a la aplicación,seguida de un número relacionado a alguna propiedad relevante a su uso
En el grupo 2 los aceros son designados de acuerdo a su composición química y se subdividen en cuatro sub grupos según el elemento de aleación:
Clase 1
Aceros sin aleación(excepto acero rápido) Mn< 1%. Se designan con la letra C seguida de un número que es 100x Carbono%.
Clase 2
Aceros sin aleación Mn >1%, aceros de corte, aceros aleados (excepto acero rápido) con cada aleante <5%.
Se designan por un número que es 100x Carbono% seguido por símbolos de los elementos aleantes que lo caracterizan(orden decreciente) cada uno con un número redondo que indica su contenido(es el respectivo % multiplicado por un factor de acuerdo a la tabla siguiente).
Elemento Factor Cr, Co, Mn, Ni, Si, W 4Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr 10Ce, N, P, S 1000 0 0 1 B
Clase 3
Aceros aleados(excepto acero rápido) con mínimo un aleante >5%.
Se designan con una X seguida de un número que es 100x Carbono% seguido por símbolos de los elementos aleantes que lo caracterizan (orden de creciente) cada uno con un número redondo que indica su contenido.
Case 4
Aceros rápidos. Se designan con las letras HS seguidas por números que indican% aleantes en orden W, Mo, V, Co.
Para ambos grupos si el nombre está precedido por la letra G se refiere a ‘’fundido’’.
Números
Los aceros llevan un número único de la forma 1 .xxxx (similar al W.Nr.).
Los dos primeros dígitos indican el grupo de acero, los dos dígitos siguientes se asignan en secuencia.
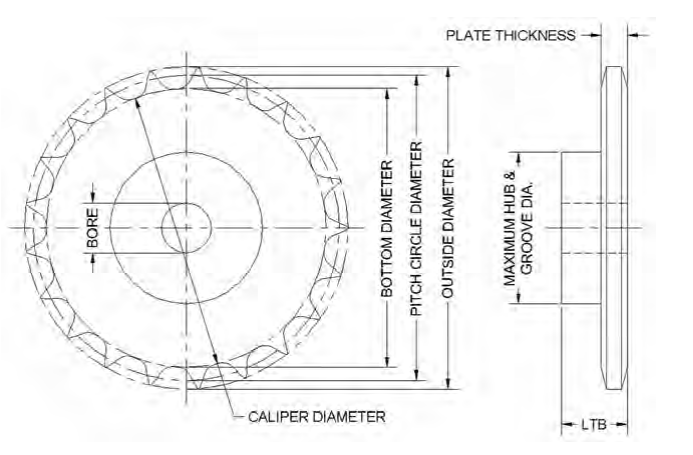
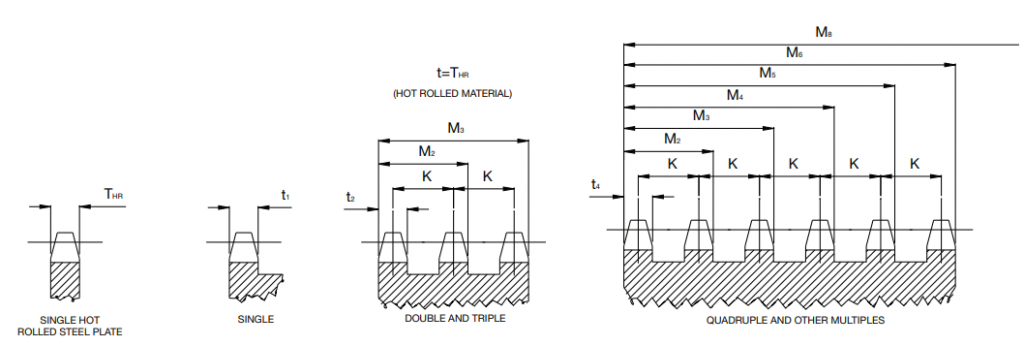
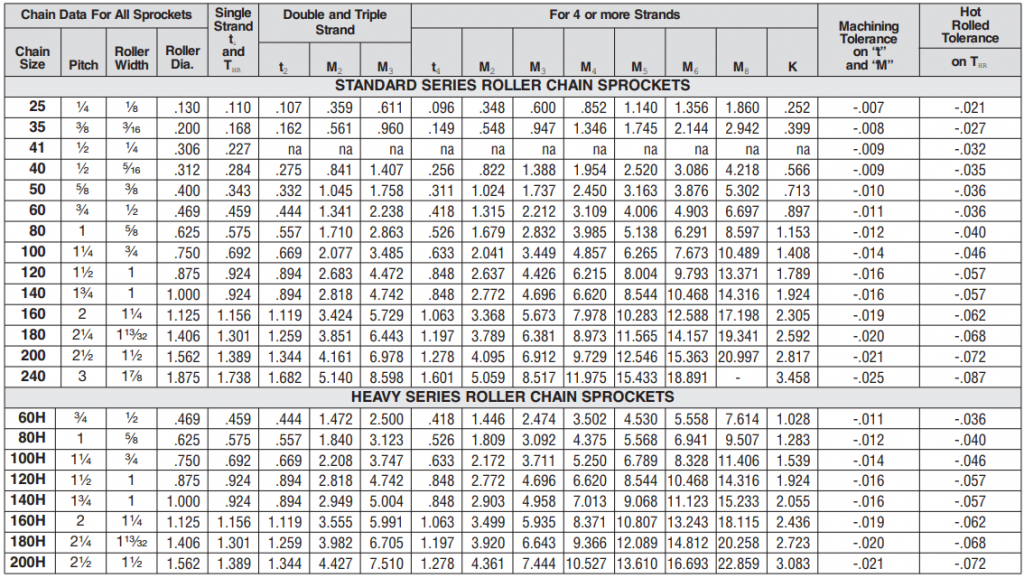
Las ruedas dentadas o sprockets son piezas giratorias con dientes que se usan junto con una cadena y, casi siempre, al menos una con otra. Piñón para transmitir el par. Los sprockets y la cadena se pueden usar para cambiar la velocidad, el par o la dirección original de un motor.
La forma del diente de una rueda dentada se deriva de la trayectoria geométrica descrita por el rodillo de la cadena a medida que se mueve a través de la línea de cabeceo y el círculo de cabeceo para una rueda dentada y un paso de cadena determinados. La forma de la forma del diente está matemáticamente relacionado con el paso de cadena (P), el número de dientes en la rueda dentada (N) y el Diámetro del rodillo (Dr). Las fórmulas para la curva de asiento, el radio R y el radio de la curva de cobertura F Incluya los espacios libres necesarios para permitir un acoplamiento suave entre los rodillos de la cadena y la rueda dentada dientes.
Tipos de eje de Sprocket
Tipo de eje indica el núcleo de la rueda dentada. Cada tipo está diseñado para una necesidad específica.
El tipo A no tiene un eje como parte de la rueda dentada. La rueda debe montarse en una brida, eje u otro dispositivo de sujeción.
El tipo B tiene el eje que se extiende a un lado de la rueda. Este tipo se encuentra generalmente en piñones de tamaño pequeño e intermedio.
El tipo C tiene un eje de igual longitud en ambos lados de la rueda. El tipo C generalmente se encuentra en piñones de gran diámetro o muy pesados.El tipo C también es más común para piñones de clase de ingeniería.
C Offset indica un cubo de dos lados que está descentrado porque las longitudes del eje no son iguales
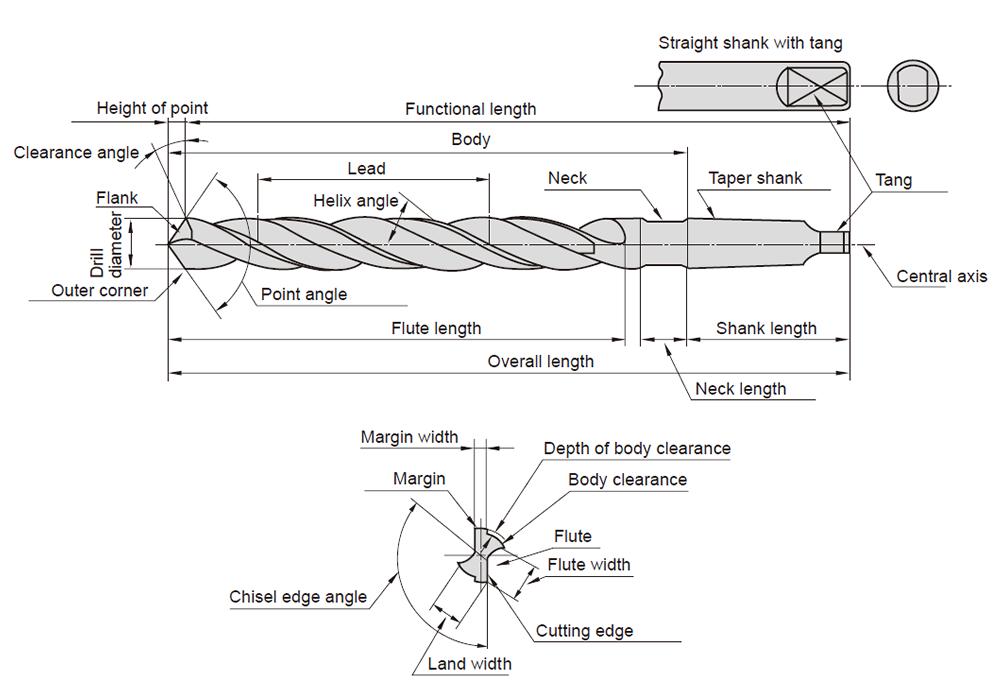
Una broca es una herramienta metálica de corte que crea orificios y a su vez perforaciones circulares en diversos materiales cuando se coloca en herramientas como taladro, berbiquí u otra máquina como destornilladores de impacto e inclusive fresadoras . Su función es formar un orificio o cavidad cilíndrica.
Las brocas generalmente poseen razones elevadas de longitud a diámetro, de ahí su capacidad de manufacturar barrenos relativamente profundos. to hace que las brocas tengan ciertas propiedades de deformación plástica por su cierta flexibilidad y tienden a provocar rupturas o provocar barrenos con dimensiones incorrectas.
El diámetro del barreno hecho por el taladro es un poco mayor que el de la broca, como puede notarse al mirar que una broca se retira con facilidad de la perforación que se manufacturo.
Broca convencional o de giro
La broca de giro es la mas convencional, la geometría del punto de la broca es tal que el angulo de ataque es normal y la velocidad del borde que es cortante son diferentes con la longitud desde el centro de la broca.
En las ranuras que tiene la broca que forman un tipo espiral se ocupan para drenar la viruta producida por el proceso que se le esta dando a la pieza, aquí funciona como un canal de la punta de la broca hacia arriba o afuera expulsándolas y que estas puedan seguir expulsando mas material y no se atasque, también permiten que el fluido de corte alcance los bordes cortantes.
Las brocas por naturaleza de ellas mismas tienden a dejar viruta en la superficie inferior de la parte perforada y frecuentemente se necesitan otro cierto de operaciones para evitar estas.
Las brocas también deben ser diseñadas de tal manera que sean rompe virutas es decir que sea capaz de estar cortando virutas a ciertas longitudes esto para evitar que las virutas sean muy largas y no haya problemas con la maquina
Los ángulos con los cuales son diseñadas las brocas por lo general buscan evitar calentamiento y que se optimice el corte y paso de viruta.
El Snap Fit que en español son ganchos don elementos básicos y sencillos que permiten el ensamble y desensamble de dos componentes
Cuando tienen un proceso de diseño correcto pueden completar una cantidad innumerable de ciclos de trabajo sin afectar su funcionamiento y durabilidad de este gancho
Los ganchos Snap Fit pueden ser diseñados para ser ensamblados permanentemente o para estar constantemente ensamblado y desensamblando
Los termoplásticos son los materiales con los que cumplen con mayor propiedades elasticidad para realizar el trabajo gracias que el material plástico es flexible y comprende una deformación elástica.
Otras buenas propiedades que poseen estos materiales es la elongación alta, coeficiente de fricción bajo y suficiente fuerza y rigidez para cumplir con la operación deseada
Este tipo de ganchos se utiliza con frecuencia para reducir costos en tornillería y adhesivos por ello es necesario realizar una buena Ingeniería de producto para que cumpla con la operación soportando el esfuerzo aplicado por el ensamble y retención de gancho ya ensamblado y operando
La profundidades del gancho Snap Fit indica la cantidad de deflexion que posee la viga del gancho al ser ensamblado o desensamblado
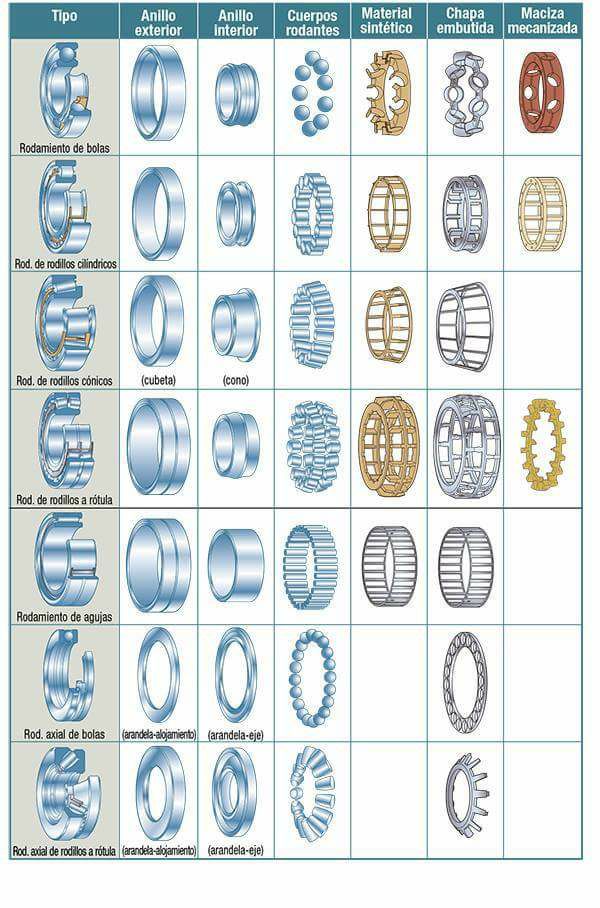
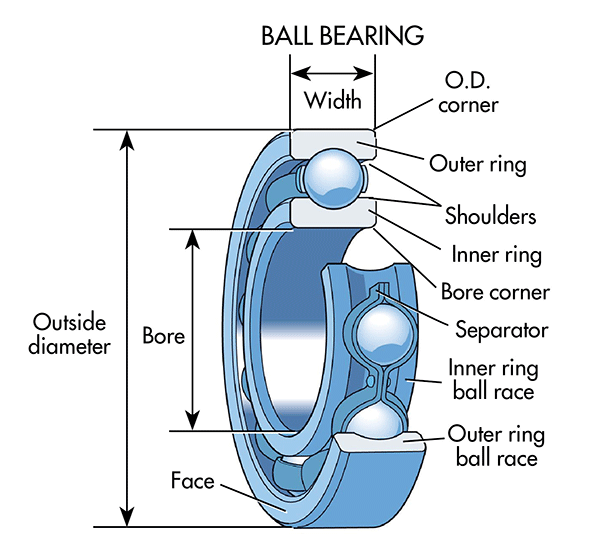
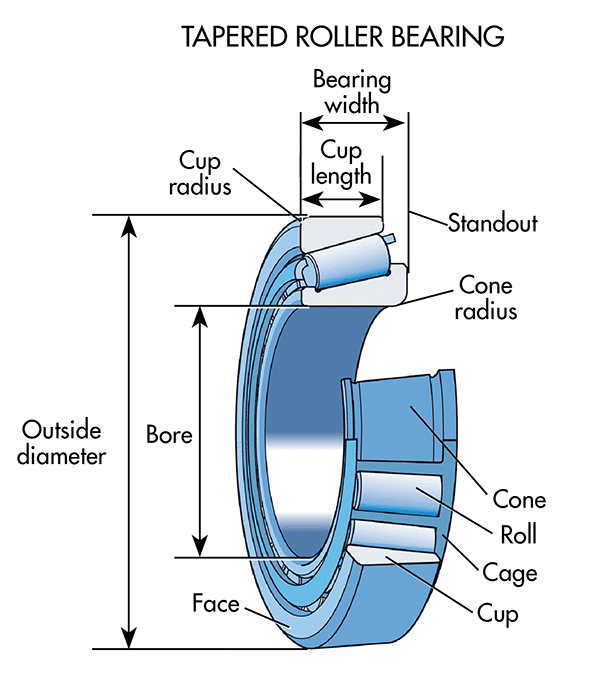
Los rodamientos/baleros/cojinetes es un dispositivo mecánico que facilita el movimiento y reduce la fricción entre componentes/ entre el eje y las piezas que están conectadas a el
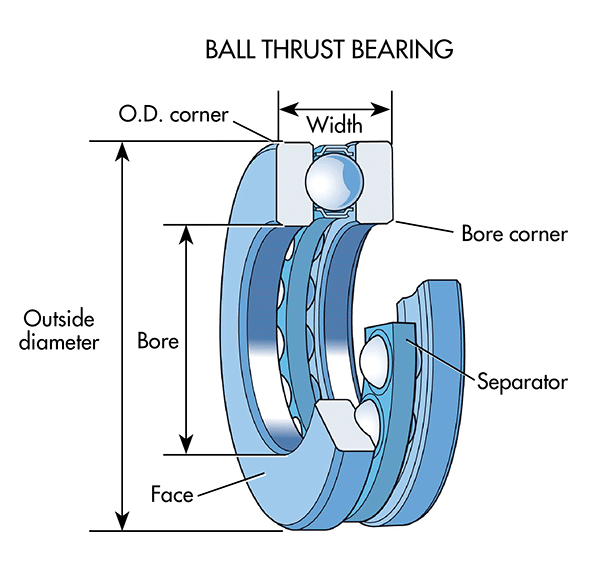
En los rodamientos el movimiento rotativo, según el sentido del esfuerzo que soporta, puede ser axial, radial, o una combinación de ambos.
Tipos de rodamientos
Un rodamiento radial es el que soporta esfuerzos radiales, que son esfuerzos de dirección normal a la dirección que pasa por el centro de su eje, como por ejemplo una rueda; es axial si soporta esfuerzos en la dirección de su eje, como por ejemplo en los quicios o bisagras de puertas y ventanas; y axial-radial si los puede soportar en los dos, de forma alternativa o combinada.
Tipos de rodamientos
Rígido de bolas: se usa en un amplio número de productos. Su diseño es sencillo, no es posible desmontarlo y se caracteriza por poder funcionar a velocidades considerablemente altas sin requerir un mantenimiento muy estricto o frecuente. Además, las bolas de su estructura benefician la transmisión de la potencia. Su popularidad se debe también a su bajo precio;
Bolas de contacto angular: su diseño está pensado de forma tal que la presión que ejercen las bolas (que se presentan en una única hilera) se aplica en un ángulo oblicuo al eje, lo cual vuelve este tipo de rodamiento muy adecuado para las cargas axiales considerables, y también las radiales. Si se desea que la máquina reciba la carga axial en sentido contrario, entonces es necesario montar el rodamiento contrapuesto a otro;
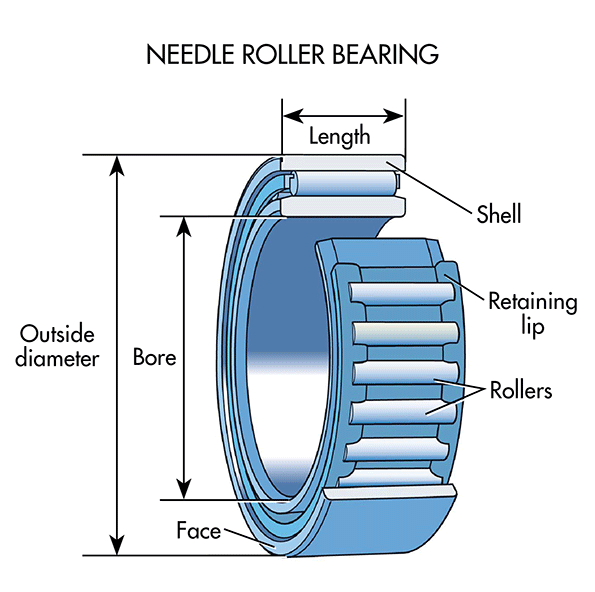
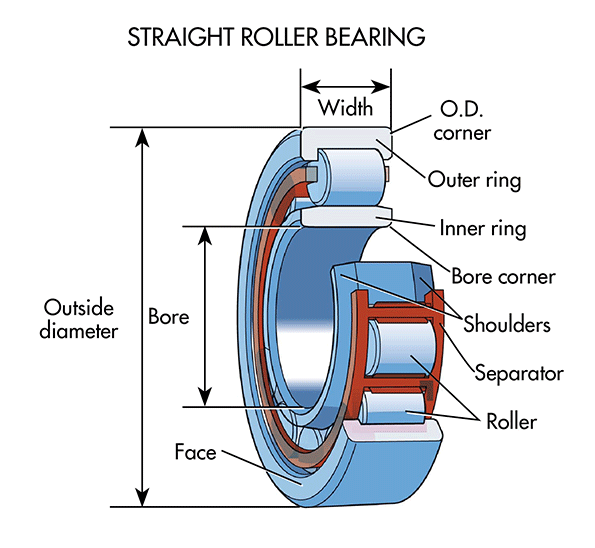
De agujas: posee rodillos de forma cilíndrica, largos y muy finos. Si bien su sección es de un tamaño discreto, su capacidad de carga es muy grande y se usa muy a menudo cuando no existe un gran espacio radial. Una de sus aplicaciones más comunes es la estructura de los pedales de bicicletas;
Rodillos cónicos: se trata de un modelo especialmente apto para soportar cargas axiales y radiales de forma simultánea, dado que sus caminos de rodadura y sus rodillos se encuentran en un ángulo oblicuo. También existe una versión con un ángulo muy abierto que se utiliza cuando la carga axial es considerable. Cabe mencionar que este rodamiento puede desmontarse, dejando por separado los aros interior y exterior, así como los rodillos;
Rodillos cilíndricos de empuje: entre sus características principales se encuentra su especial resistencia a las cargas axiales de gran peso, su insensibilidad a los choques, su fuerza y el hecho de demandar poco espacio axial. Sólo pueden admitir una dirección de cargas axiales. Este tipo de rodamiento se usa especialmente para reemplazar modelos que utilizan bolas de empuje incapaces de aceptar las cargas necesarias;
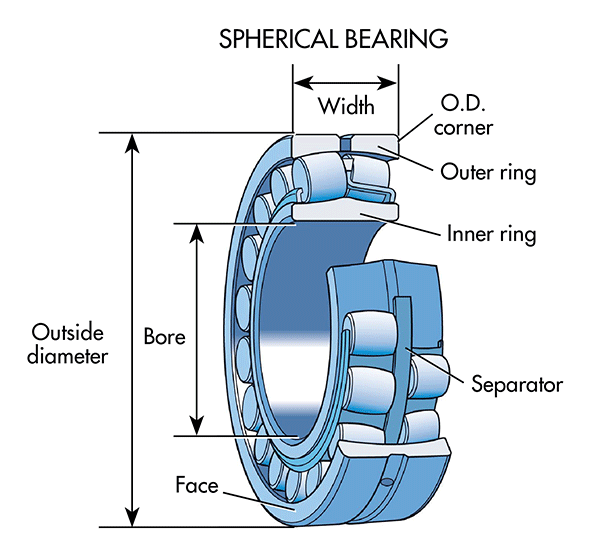
Rodillos a rótula: posee una fila de rodillos ubicados de forma oblicua, que giran sobre el aro, el cual se apoya en el soporte correspondiente. Una pestaña del aro guía los rodillos en su movimiento de rotación. Como resultado, este tipo de rodamiento es muy adecuado para soportar pesadas cargas. Su alineación es manual y cuenta con una velocidad de giro muy alta, incluso cuando la carga es considerable. A diferencia de otras clases de rodamiento axial, éste tiene la capacidad de hacer frente a cargas radiales.
Los rodamientos de bolas a rótula, los rodamientos de una hilera de bolas y los rodamientos de agujas de empuje son otros de los que se emplean con frecuencia en diferentes máquinas, como los motores, transmisiones, sistema de suspensión entre otros elementos mecánicos automotrices
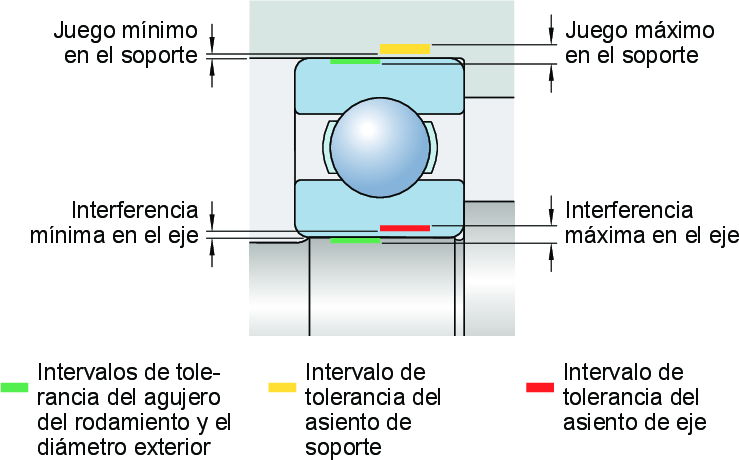
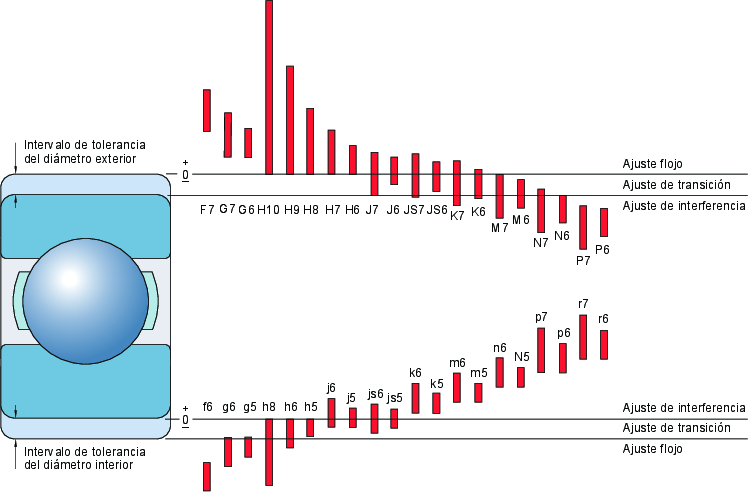
Ajuste de rodamientos
El ajuste en los rodillos ayuda principalmente con su nomenclatura a identificar que posición y juego lleva el rodamiento al entrar en contacto con la pieza en donde se va a ensamblar, se indica una tolerancia de juego axial y esta va determinado por el fabricante del mecanismo y del rodamiento para dar el funcionamiento adecuado que requiere el ensamblaje
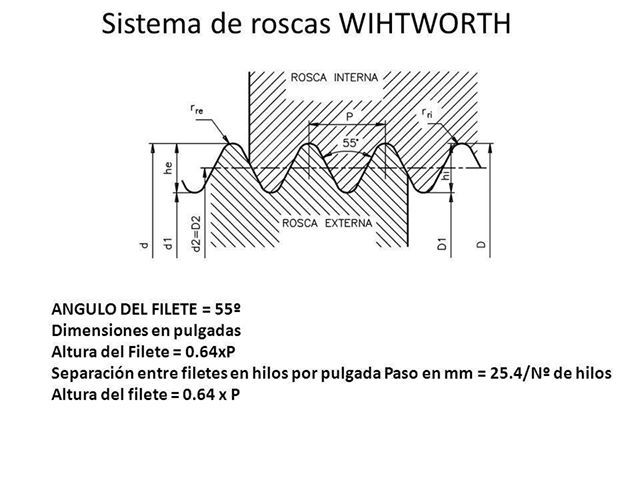
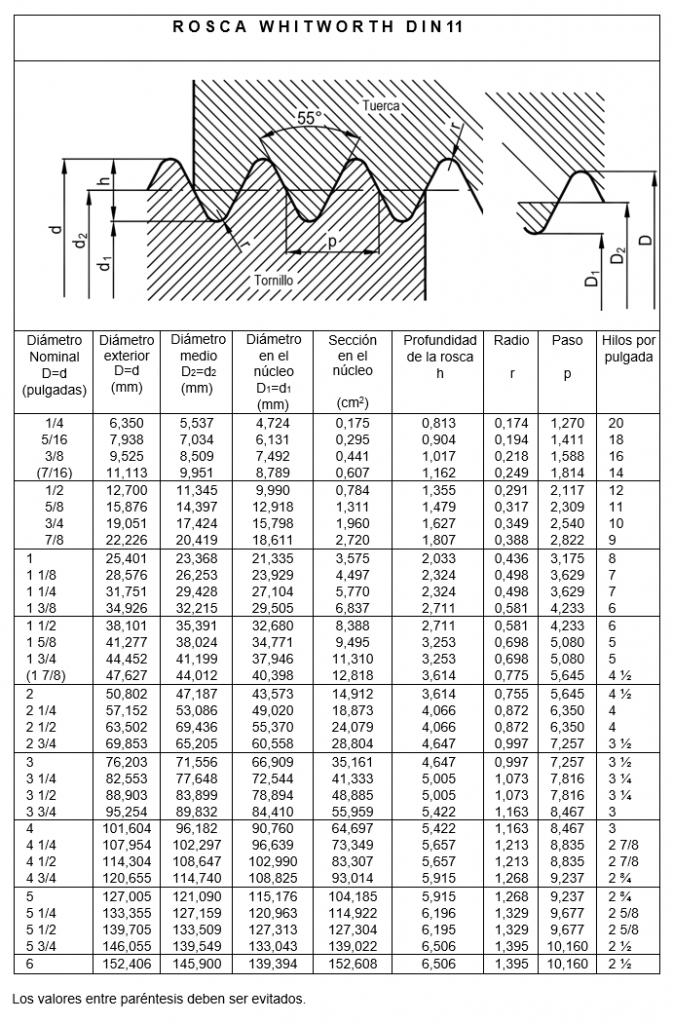
El sistema Whitworth, normalizado en Francia con el nombre de paso de gas, es la forma de rosca de mayor antigüedad conocida. Es debida a Joseph Whitworth, que la hizo adoptar por el instituto de ingenieros civiles de Inglaterra en 1841. Sus dimensiones básicas se expresan en pulgadas inglesas. Su forma y dimensiones aparecen detalladas en la norma DIN 11.
El sistema de roscas Whitworth se utiliza, para reparar la maquinarias antiguas y tiene un filete de rosca más grueso que el filete de rosca métrico.
Roscas de unión para tubería
Rosca normal británica para tubería (BSP) o rosca “gas”
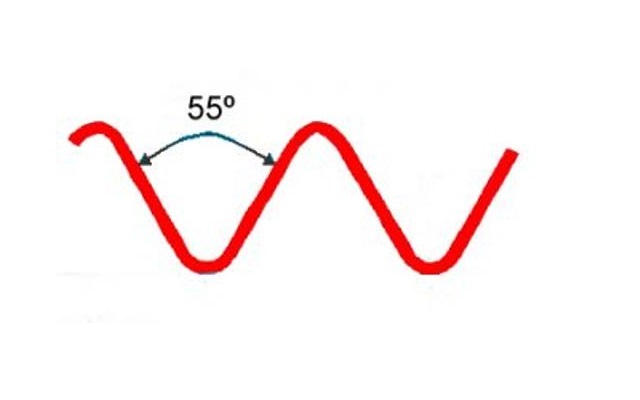
Derivada de la rosca Whitworth original (con poco uso en la actualidad) tiene forma de triángulo isósceles y el ángulo que forman los flancos de los filetes es de 55º. El lado menor del triángulo es igual al paso, y las crestas y valles son redondeados. El diámetro nominal o exterior de la rosca se expresa en pulgadas, y el paso está dado por el número de hilos contenidos en una pulgada, por lo que se expresa en hilos por pulgada.
Rosca normal británica
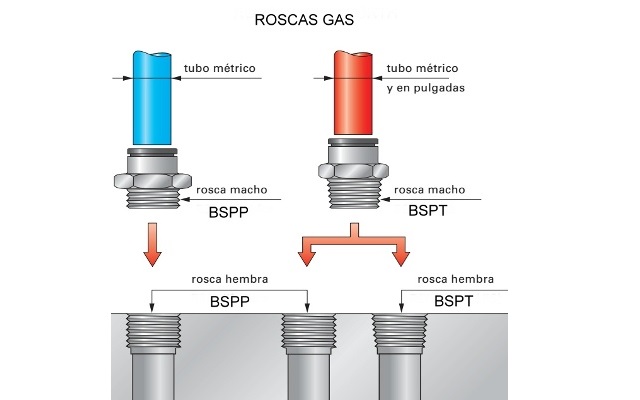
Se usa comúnmente en plomería de baja presión, aunque no se recomienda para sistemas hidráulicos de media y alta presión. De acuerdo a su diseño presenta dos variantes:
Rosca cilíndrica (o recta o paralela, BSPP): se monta en el mismo roscado cilíndrico. La estanqueidad queda asegurada por una junta tórica o arandela. Se denomina con la letra G seguida del diámetro nominal del tubo en pulgadas según norma ISO 228-1. Por ejemplo:
G 7
Rosca cónica (BSPT): se monta en el mismo roscado cilíndrico o cónico. La estanqueidad queda asegurada por un recubrimiento previo en la rosca. Se denomina con la letra R seguida del diámetro nominal del tubo en pulgadas según norma ISO 7-1. Por ejemplo:
R 1/8
La figura de abajo representa las conexiones y compatibilidades entre los tipos de roscas BSPP y BSPT.
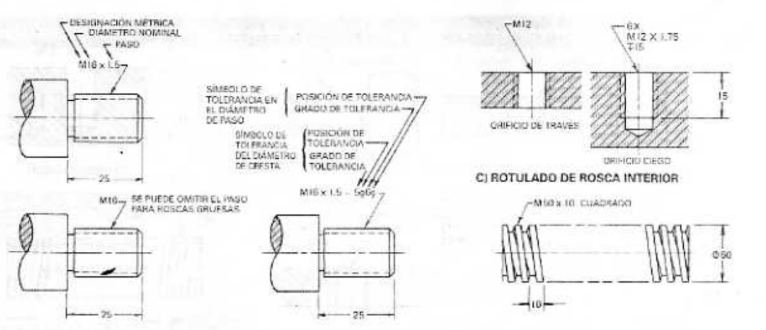
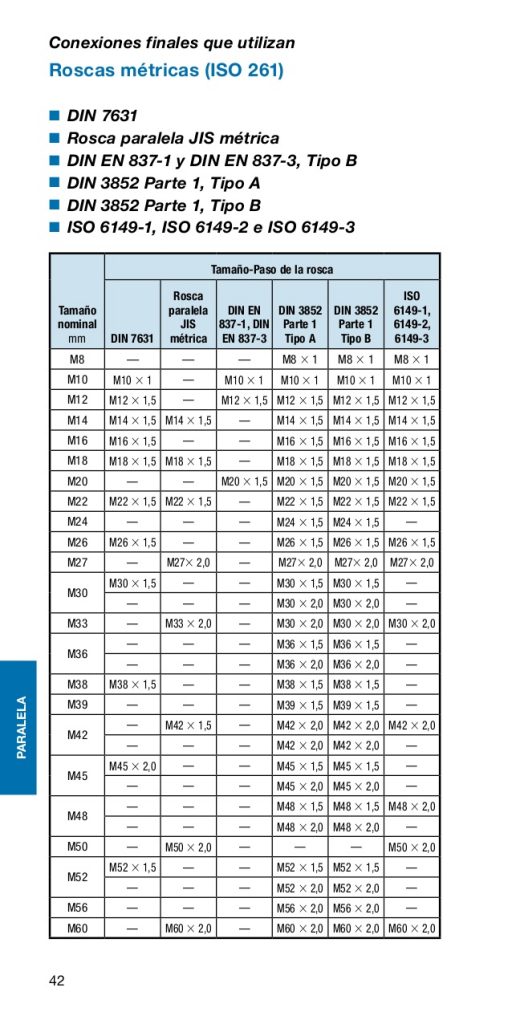
Las roscas métricas ya sena internas o externas, gruesa o fina se encuentran en la mayoría de las uniones de elementos y ensambles ya sen automotrices principalmente en nuestra rama o en casi todo lo que podemos ver a nuestro al rededor, esta clase de sujetadores son los más comunes por su simplicidad y utilizado en la mayor parte del mundo
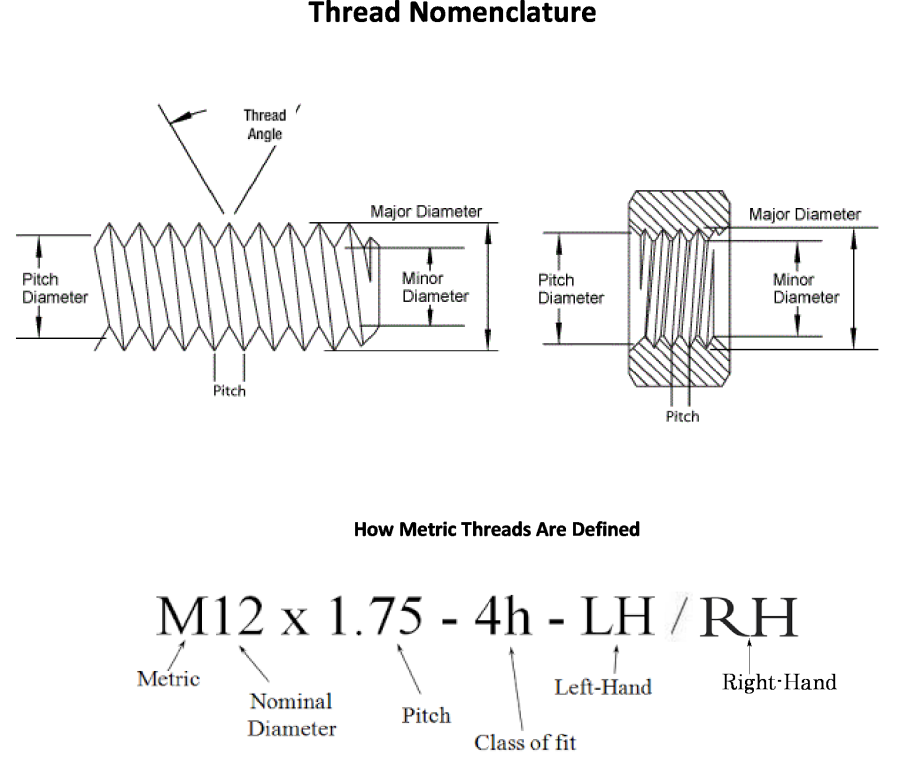
La clasificación de las roscas métricas se dan por el paso o pitch de las roscas métricas no es mas que la distancia entre puntos en dientes adyacentes
Las roscas métricas se determinan o clasifican en una mezcla de paso diametral (pitch) que se caracteriza una de otra por el paso aplicado para la especificación del diámetro
Como en todos los tipos de cuerdas existentes hay diferentes tipos ya sea en unidad de medida en lado de acoplamiento y diseño de estas
Tipos de roscas por entradas: Sencillas, dobles y triples
Sentido de acoplamiento de rosca
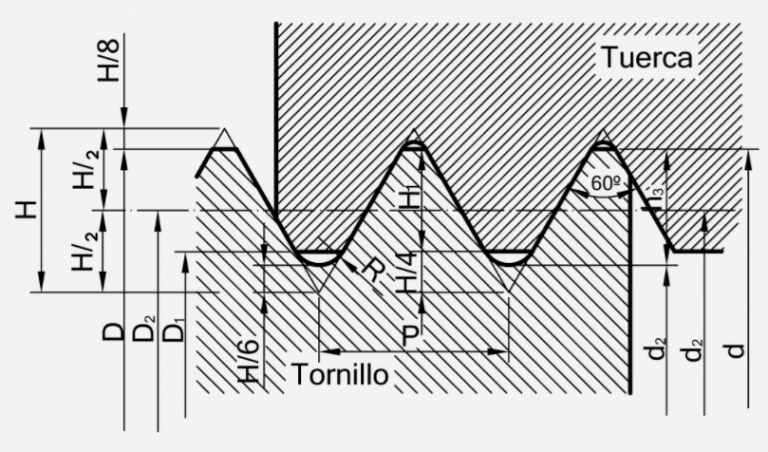
Diámetro nominal: D = d Paso: P D1 = d2 – 2 · (H/2 – H/4) = d – 2·H1 = d – 1,082532·P Diámetro de francos: D2 = d2 = d – 3/4 · H = d – 0,649519 · P Diámetro del núcleo: d3 = d2 – 2 · (H/2 – H/6) = d – 1,226869 · P Diámetro del núcleo: d3 = d1 – H/6 (según la norma DIN ISO 724) H = (raiz(3)/2)·P = 0,866025 · P Profundidad portante de rosca: H1 = (D – D1)/2 = 5/8 · H = 0,541266·P Profundidad de rosca: h3 = (d – d3)/2 = 17/24 · H = 0,613435·P Radio fondo de rosca: R = H/6 = 0,144338 · P